

井用潜水泵叶轮及导流壳消失模铸造技术
发布时间:15/07/02 浏览:次
井用潜水泵叶轮及导流壳消失模铸造技术
井用潜水泵的关键部件叶轮、导流壳直接影响潜水泵的水力性能与机组的运行。传统的型砂铸造工艺用在铸造类似叶轮、导流壳这样的复杂空间曲面体时需要多个型芯组合,使得造型和起模困难,造成叶片空间曲面形状偏差较大,并且表面粗糙,导致水力性能下降。若采用消失模铸造工艺,则可取消型芯、分型、合箱等工序,减少铸件为加工预留的裕量,借此减轻祷件毛坯重量,降低表面粗糙度,提高水系的水力性能。采用此工艺法还可改善工作环境,降低工人劳动强度。
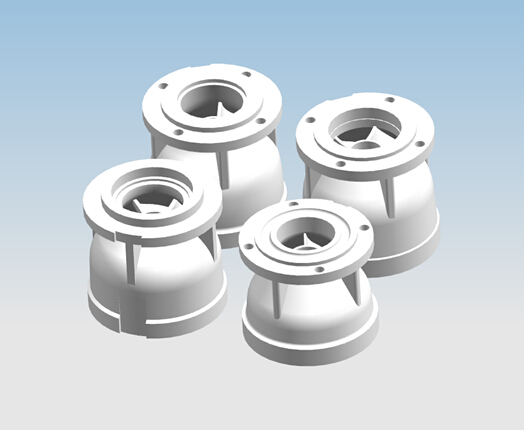
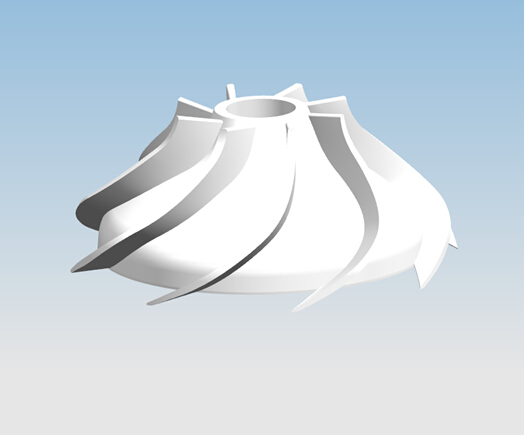
叶轮、导流壳的材料为HT200或QT450, 叶轮的白模由叶片和前盖板两部分组成,导流壳由叶片、外壳、内径圈3部分组成,整体为一回转体结构。叶轮的最大轮廓尺寸为240*145mm 导流壳的最大轮廓尺寸为325*300mm铸件的最薄处——叶轮和导壳叶片的进口处为2.5mm 。其形状为空间曲面扭曲状,并且形状及表面粗糙度对水力性能的影响又较大,因此,白模制作时如何保证叶片不变形并且保持较高的表面光洁度,是采用消失模祷造叶轮及导流壳的技术关键。
白模的制作
叶片选用细小料4s或国产501料(0.3-0.4mm)预发泡后珠粒密度为0.024-0.026g/cm3 ,属于重料,易于充型,表面光滑。对于这样的薄壁铸件,其表面积大,发泡剂容易挥发,所以此零件用重料也是可以祷造的;其它部件用中细料国产珠粒,预发泡后的密度
其原则是在保障成型及表面粗,
糙度的前提下尽量降低密度0.02-0.025g/cm3 ,其原则是在保障成型及表面粗糙度的前提下尽量降低密度,以便在浇注时产生更少的气体。
预发泡后的珠粒表面有一层水膜,所以需要干燥和熟化,熟化时间根据气候条件(温度和湿度)来确定。熟化不完全、熟化时间太长、发泡剂损失太多都会导致成型困难。
成型
主要考虑叶轮及导流壳叶片的成型,影响充型的因素有:模具锥气塞布置的密度及大小、模具内腔的洁净度、加料口的布置及加料枪的设计、气压大小等因素。针对薄叶片我们采用加压注料的方式,充填效果很好,利于生产完整和表面光洁的模样。
成型蒸汽压力并要求持续稳定。加热时间根据零件确定,加热时间过长会造成叶片过烧,加热时间短又会造成表面熔结质量差,光洁度差。冷却时间根据零件确定,冷却时间过短’ 模样和模具容易粘接’ 对脱模不利,导致模样损坏,时间过长则生产效率不高。
成型后的模样还要经过干燥和稳定,可采用自然干燥和在通风的烘房中干燥或者二者结合,烘房温度控制在40-60度之间,干燥时间不少于48小时。温度过髙、干燥速度过快,模样容易发生变形。干燥稳定后模样用工装组合成零件,并粘接好浇注系统,合格的模样是消失模铸造能否成功的关键中的关键。
河北昱星模具
- 上一篇:消失模生产的基本技术要求
- 下一篇:消失模生产线的整体性